
By enhancing contrast, reducing image noise, and ensuring consistent illumination across the field of view, proper lighting helps any machine vision system achieve more accurate and reliable results. Ideally, machine vision lighting should highlight the features of interest in a repeatable manner and be precisely synchronized with the camera and automation system.
Ring lights, typically constructed of a circular array of LEDs, have become one of the most popular machine vision lighting sources. Ring lights provide a circle of bright, intense light for shadow-free illumination and good image contrast.
With the radiation emitting from a circular LED ring, compact ring lights can conveniently mount to the front of a camera lens. Larger ring lights either surround the camera lens or allow aiming of the lens and camera system through the middle hole of the ring light at the object being inspected, providing uniform illumination for imaging.
By placing the ring light almost parallel to the camera, shadows can be significantly reduced. Ring lights are available in a wide variety of sizes for inspecting small and large areas, and offer an easy to mount, versatile, and effective illumination solution for many machine vision applications.
Ring Light Flexibility
The proliferation of smart cameras and vision sensors with integrated LED lighting has made on-axis ring lighting one of the most common types of lighting today. While having the camera and light available as a single part number remains an attractive illumination solution for relatively simple applications, more challenging machine vision applications often require more powerful and versatile lighting solutions such as stand alone bar, spot, and ring lights.
A tried-and-true standard in machine vision lighting, rings lights are most often used in general machine vision inspection applications. Many standard ring lights mount directly to the camera or vision sensor for convenience. Ring lights offer high-density LED arrays, high brightness, and various compact designs that save space and installation time when mounted as a single unit with the camera.
Brightly illuminating the area directly in front of the camera, such ring lights are especially useful for inspecting small parts. However, ring lights can also provide different illumination angles and color combinations that better highlight the three-dimensional information of the object. Ring lights address diagonal illumination shadows and optional diffusers can guide the light, spreading it more evenly. Polarizing filters can reduce hot spots and reflections when necessary.
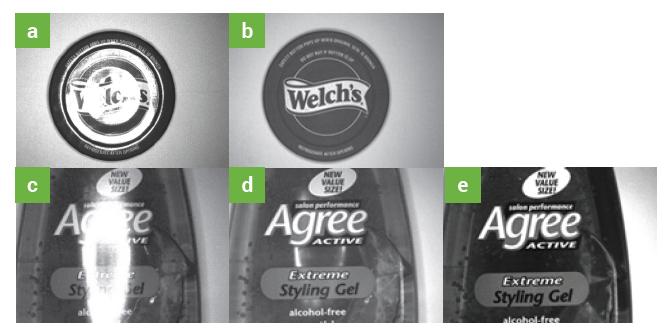
Fig. 1: Changing “lighting – object – camera” geometry or type can be more effective than applying polarizers to stop glare. Image (a) shows a jelly lid illuminated with a coaxial ring light w/o polarizers and image (b) shows the lid illuminated by a coaxial ring light w/polarizers. Image (c) shows styling gel illuminated by a coaxial ring light w/o polarizers. Note the residual glare in image (d), which shows the gel container illuminated with a coaxial ring light w/polarizers. By using off-axis illumination, image (e) shows how orienting the light optic axis parallel to the object’s long axis eliminates the glare.
Suitable for a wide range of applications, ring lights enable diffuse, directional/partial bright field and dark field illumination techniques, depending on their angle of incidence with the object. This versatility offers machine vision engineers flexibility in applying the correct lighting geometry for a wide variety of machine vision applications.
Ring Light Advantages
Offering a convenient means of lighting an object from the camera side, ring lights allow the camera to see through the middle while spreading the light on the object of interest. Available in a range of different diameters, light from ring lights can be diffused or focused into a bright spot with optical accessories.
The circular shape with a hole in the middle enables direct mechanical connection to the end of the lens via an adaptor or clamping to the camera. Alternatively, ring lights can also be mounted to the camera bracket. High light intensity provides excellent visibility of objects and details. Ring lighting can significantly enhance scene illumination, improving overall image quality.
Relatively straightforward polarization of ring lights helps reduce unwanted glare, reflections, and hot spots that can interfere with image analysis. In fluorescence imaging applications, ring lights provide even illumination for accurate detection. The long-lasting LED technology used in ring lights ensures consistent performance and high reliability.
Bright Field Illumination Using Ring Lights
Just like spot lights, line lights, and bar lights, ring lights very capably provide a method for directional/partial bright field illumination. Providing illumination directly onto an object at angles of incidence above 45 degrees from horizontal, bright field ring lights create distinct shadows or general purpose illumination depending on object features.
This lighting technique excels at highlighting cracks and scratches on uneven surfaces of objects that do not have highly reflective surfaces. Directional lighting applies light directly on the target object, making it suitable for applications that require high light intensity. However, due to the high angle of incidence, this type of lighting may create unwanted specular reflections when directed at shiny or reflective materials.
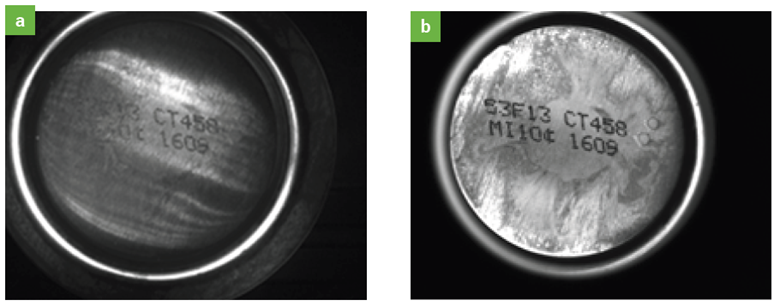
Fig. 2: The bottom of a soda can Illuminated with a bright field ring light results in specular reflections, uneven illumination and poor contrast (a). Imaging with diffuse light creates a more even background that allows the code to be read (b).
Orienting a ring light so that it’s mounted between 90 and 45 degrees from the imaging surface (off horizontal) creates high contrast. To lessen glare on reflecting surfaces, ring lights used in combination with a diffuser makes the irradiation more uniform and softer. Producing a more even distribution of light across the target aids to lessening glare and hotspots. Working distances for directional and partial bright field illumination range from short to very long.
Ring lights produce a very bright, extremely diffuse light suitable for insepcting matte surfaces and quickly moving objects at medium working distances (WD). At larger WD, ring lights produce a bright field of high-intensity light across a wider area which is suitable for PCB, electronic components, IC components, and plastic container inspection.
Dark Field Illumination Using Ring Lights
Commonly achieved with bar lights and low angle ring lights, dark field illumination involves orienting lights between 0 and 45 degrees off horizontal, depending on defect orientation. Particularly effective when imaging highly reflective surfaces or generating edge effects such as detecting scratches and cracks, dark field ring lights provide illumination that projects at a shallow angle to the imaging surface.
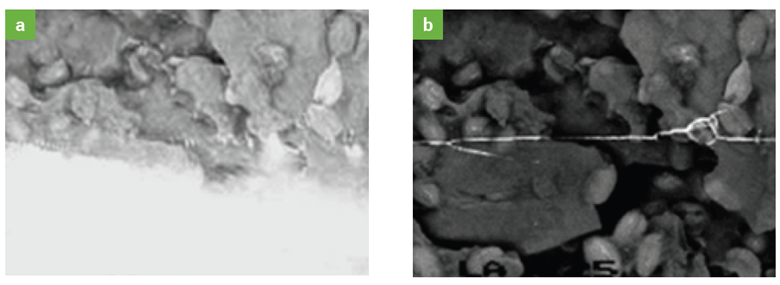
Fig. 3: A peanut brittle bag under a bright field ring light (a) and under a dark field ring light (b), which very visibly shows the seam and underlying contents.
Common applications include reflective flat surface defect or edge detection. Dark field lights can be dedicated ring lights, or any general bar or spot light oriented at low angles of incidence. For ring lights to be effective in very low angle of incidence dark field lighting applications, they should be deployed at close working distances.
Low Angle Dark Field Ring Lighting
Low angle ring lights have the LEDs mounted in a ring, almost perpendicular to the camera’s direction of view, pointing toward the part. This geometry creates shadows and bright spots for detecting changes in depth and surface texture. On a flat, featureless surface a majority of the low-angle light reflects away from the camera, while surface defects scatter light toward the camera lens, creating feature appropriate contrast.
Suitable for inspecting surface defects, etching, and embossed marks, low angle ring lights enable easy detection of scuffs, dust, and even fingerprints on a mirror surface by reflecting the low-angle light back to the camera, making such surface characteristics appear bright in the image while the rest of the surface appears dark.
For surface examination on glossy, highly reflecting surfaces, this illumination approach is very useful. Any height variations on the surface can be distinguished. For certain applications, such as if an off-axis/angled light is required or for illuminating larger areas that require light uniformity to the edges of the field of view, an area light with camera though-hole might be a better choice than a ring light.
Specialized Ring Lights
Harsh industrial environments present a range of challenges for machine vision systems, such as keeping equipment operational after repeated high pressure washdowns with aggressive chemicals, ensuring there is no buildup of bacteria that could contaminate production, complying with sanitary regulations, and avoiding unexpected production downtime. With machine vision lighting systems, it is very common to require external enclosures for proper protection and hygienic safety, which can significantly increase the total system cost and integration complexity.
To address these conditions more effectively, some machine vision lighting systems are designed with specialized housings that protect the light source while supporting reliable operation in demanding environments. These designs typically focus on two main needs found in industrial production. The first relates to ruggedized construction that helps lighting systems withstand challenging factory conditions. The second relates to hygienic design, which supports sanitation and contamination control in regulated industries.
Ruggedized Lighting
Dust, vibration, temperature variations, and accidental impacts are common in many manufacturing facilities. To operate reliably in these settings, some machine vision lights are designed with ruggedized housings that protect internal components and help maintain consistent light output over time. A robust mechanical structure also helps prevent misalignment and protects electrical connections from environmental stress.
Ruggedized lighting designs typically focus on durability and environmental protection. Sealed housings, reinforced materials, and high ingress protection ratings help prevent dust, moisture, or particles from reaching sensitive internal parts. This type of construction reduces the risk of unexpected downtime and helps ensure that lighting performance remains stable even in demanding industrial environments where equipment must operate continuously.
In dust-heavy manufacturing environments, it is very common for particles from cutting, abrasion, or material handling processes to reach critical parts of lighting equipment. Over time, this buildup can affect performance or lead to inspection errors. Products with fully sealed housings, high IP protection, and robust construction are therefore important in environments where lighting systems must remain stable despite continuous exposure to dust and debris.
Hygienic Lighting
In industries where sanitation is a primary concern, lighting systems must also support strict hygienic standards. Food processing, beverage production, and cosmetic manufacturing often require equipment that can be cleaned frequently and thoroughly without creating areas where residue or bacteria can accumulate. Hygienic lighting designs address this need by using smooth surfaces, sealed enclosures, and materials that tolerate repeated cleaning with water and chemical agents.
These hygienic designs help simplify cleaning procedures and support compliance with sanitary production requirements. By minimizing gaps, exposed fasteners, and complex surfaces, hygienic lighting reduces the likelihood of contamination while still providing reliable illumination for inspection processes. This approach allows machine vision systems to operate effectively while supporting the cleanliness standards required in regulated production environments.
Harsh Environment Ring Lighting
Considering these challenges and the complexities of harsh production environments, Advanced Illumination developed the RL322 Ring Light from the UltraSeal™ Washdown LED Lights Series. The UltraSeal™ line features products with a patented design, IP69K certified protection, and a sealed enclosure with no gaps for easy cleaning and no exposed fasteners. It is available in stainless steel or anodized aluminum, allowing it to be used in environments exposed to corrosion, chemicals, or aggressive washdown procedures.
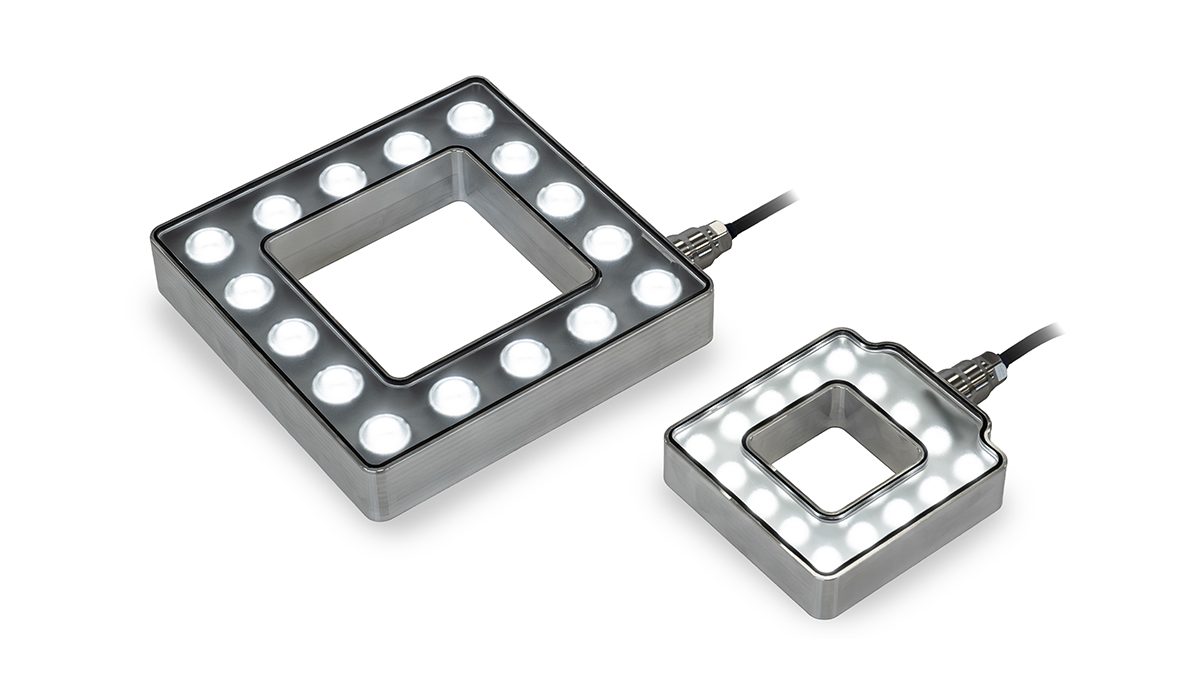
Fig. 4: The RL322 UltraSeal™ Ring Light features a fully enclosed, IP69K‑rated housing for reliable performance in harsh washdown zones.
The complete UltraSeal™ Washdown LED Lights line offers versatility with ring lights, backlights, bar lights, and spot lights available in different sizes and formats for various machine vision systems. These lights are designed for straightforward integration and use common industrial connections, allowing them to operate at different working distances while providing consistent illumination across the inspection area.
In food and beverage production lines with harsh washdown conditions, the prevention of foreign materials must be handled carefully. In these environments, washdown lighting can help reduce false rejections by using integrated polarization to control glare on wet or reflective surfaces. This helps maintain both hygienic compliance and inspection reliability.
Cosmetic manufacturing also requires strict hygiene standards and multiple inspection steps throughout production. For example, verifying safety seals on bottles of creams, shampoos, or perfumes ensures that products have not been opened or tampered with. Reliable illumination plays an important role in these inspections by providing stable lighting conditions while supporting cleaning and sanitation procedures.
In applications where both lighting and camera equipment must withstand washdown environments, the UltraSeal™ lighting line can be used together with IP69K-rated camera enclosures such as autoVimation’s Dolphin series. Combining sealed lighting with protected camera housings helps create a complete imaging solution that supports reliable machine vision operation in environments exposed to water, chemicals, or intensive cleaning procedures.
Conclusion
Selecting the right ring lighting solution involves more than simply choosing a light source that fits around a camera lens. As shown throughout this article, ring lights offer a wide range of illumination possibilities depending on geometry, working distance, and optical configuration. From bright field to dark field techniques, and from small part inspection to larger fields of view, ring lights provide machine vision engineers with a flexible tool for highlighting critical features and improving image quality across many applications.
At the same time, environmental conditions must also be considered when designing a reliable inspection system. Factors such as dust, vibration, washdown procedures, and hygienic requirements can influence how lighting performs over time. By understanding how lighting geometry, mechanical design, and environmental protection work together, engineers can select solutions that maintain consistent illumination while supporting the operational demands of modern industrial production.
To learn more about selecting the appropriate lighting geometry for your application, explore our bright field and dark field ring light solutions, or contact our team to discuss your specific inspection requirements.
Interested in learning how our experts can assist you with your machine vision needs?
Click the link below to speak with our application team.